




Table des matières
Dans le contexte industriel actuel, garantir l'étanchéité des composants n'est pas une simple étape de contrôle qualité : c'est une protection essentielle contre les défaillances de produits, les risques environnementaux et les pertes financières catastrophiques. Que vous produisiez des batteries au lithium pour véhicules électriques, des systèmes de climatisation de haute précision ou des chambres à vide pour semi-conducteurs, le choix d'une technologie de détection des fuites peut avoir un impact déterminant sur votre efficacité opérationnelle.
Parmi les différentes méthodes disponibles, détection des fuites de gaz hélium se distingue comme la référence absolue grâce à sa sensibilité et sa fiabilité inégalées. Cependant, une fois que vous investissez dans un détecteur de fuites de gaz hélium de haute qualitéUne question cruciale se pose alors : faut-il utiliser la méthode « renifler » ou la méthode « pulvériser » ?
Ce guide complet explore les nuances techniques, les avantages, les inconvénients et les applications stratégiques de ces deux principales techniques de test d'étanchéité à l'hélium afin de vous aider à déterminer laquelle convient le mieux aux exigences spécifiques de votre ligne de production.
La science derrière l'hélium comme gaz traceur
Avant d'aborder les méthodes, il est essentiel de comprendre pourquoi l'hélium est le fluide de prédilection pour la détection professionnelle des fuites. L'hélium est un gaz rare inerte, non toxique et ininflammable. Sa petite taille atomique lui permet de se faufiler à travers les plus infimes fissures microscopiques, inaccessibles aux autres gaz.
De plus, l'hélium est présent dans l'atmosphère à une concentration de seulement 5 parties par million (ppm), ce qui représente un niveau de fond très faible. Associé à un système sophistiqué détecteur de fuites de gaz hélium— essentiellement un spectromètre de masse réglé sur le rapport masse/charge des ions d'hélium — les fabricants peuvent atteindre des niveaux de sensibilité aussi bas que 10^-12 mbar·l/s.
Méthode 1 : La méthode de détection olfactive (localisation de la fuite locale)
La méthode de « reniflement », souvent pratiquée à l'aide d'un appareil spécialisé détecteur de fuites renifleur La sonde est une technique de test « de l'intérieur vers l'extérieur ».
Comment ça marche
Dans cette configuration, la pièce à tester est mise sous pression avec de l'hélium ou un mélange hélium-azote. L'opérateur ou un bras robotisé déplace ensuite une sonde de détection le long de la surface extérieure du composant, en particulier autour des soudures, des joints et des raccords. détecteur de fuites renifleur Elle aspire l'air ambiant. En cas de fuite, la sonde capture les atomes d'hélium qui s'échappent et les envoie au spectromètre de masse pour analyse.
Principaux avantages
- Localisation préciseLe principal atout de la détection par reniflard est sa capacité à localiser précisément une fuite. Ceci est inestimable pour les opérations de réparation sur des assemblages complexes.
- Aucune chambre à vide requiseComme le test est réalisé à pression atmosphérique, il n'est pas nécessaire d'utiliser des chambres à vide coûteuses et encombrantes.
- Simplicité dans l'intégrationIl est relativement facile à intégrer aux lignes de production manuelles existantes.
Limites
- Plafond de sensibilité: En raison de la dilution de l'hélium dans l'air ambiant, l'inhalation est généralement limitée à une sensibilité d'environ 10^-7 à 10^-8 mbar·l/s.
- Dépendant de l'opérateurSi l'opération est effectuée manuellement, la vitesse de déplacement de la sonde et la distance par rapport à la surface peuvent avoir une incidence significative sur les résultats.
- Contamination ambianteDes niveaux élevés d'hélium en fond de grain dans l'usine peuvent entraîner des faux positifs.
Méthode 2 : La méthode de pulvérisation (tests intégrés)
La méthode de « pulvérisation », ou test d'étanchéité par pulvérisation, est une technique « de l'extérieur vers l'intérieur » et est généralement considérée comme la plus sensible des deux.
Comment ça marche
Dans cette configuration, la pièce d'essai est connectée à la détecteur de fuites de gaz hélium Le composant est ensuite mis sous vide poussé. Une fois la pression interne suffisamment basse, de l'hélium est pulvérisé sur ses surfaces extérieures à l'aide d'un pistolet ou en le plaçant dans une enceinte remplie d'hélium (méthode de la « capsule » ou de la « chambre »). En cas de fuite, le vide aspire l'hélium à l'intérieur du composant, où il est immédiatement détecté par le spectromètre de masse.
Principaux avantages
- Sensibilité extrême: Parce que le test se déroule sous vide, le bruit de fond est minimisé, permettant la détection de « micro-fuites » jusqu'à 10^-12 mbar·l/s.
- Intégrité quantifiableCette méthode permet d'obtenir un « taux de fuite total » très précis pour l'ensemble du composant, garantissant ainsi sa conformité aux normes réglementaires et de sécurité les plus strictes.
- Rapidité pour la production de masseLorsqu'elle est automatisée dans une chambre à vide, la méthode de pulvérisation permet de tester les composants en quelques secondes, ce qui la rend idéale pour les lignes de production à haut volume.
Limites
- Complexité de l'équipement: Nécessite des pompes à vide haute performance, des vannes et souvent des dispositifs conçus sur mesure.
- Localisation difficile: Bien que cela vous le dise que Il y a une fuite, elle ne vous le dit pas toujours. où Sauf si le spray est appliqué de manière très sélective.
Renifler ou vaporiser : une analyse comparative
Pour les ingénieurs et les responsables des achats, le processus de décision se résume souvent à quatre facteurs critiques : la sensibilité, le temps de cycle, la géométrie des composants et le coût.
| Fonctionnalité | Méthode de reniflement | Méthode de pulvérisation |
| Direction des tests | Intérieur – Extérieur | Extérieur – Intérieur |
| Sensibilité maximale | 10^-7 – 10^-8 mbar·l/s | 10^-10 – 10^-12 mbar·l/s |
| Localisation de la fuite | Haut (Point d'épingle) | Faible (taux de fuite total) |
| Coût de l'équipement | Inférieur | Plus haut |
| Idéal pour | Grandes structures, réparation sur site | Petits composants, pièces sous ultra-vide |
1. Exigences de sensibilité
Si les normes de votre industrie (par exemple, aérospatiale ou semi-conducteurs) exigent un taux de fuite inférieur à 10^-8 mbar·l/s, test d'étanchéité par pulvérisation est votre seule option viable. Si vous testez des appareils ménagers ou de grands réservoirs de stockage où une légère fuite est acceptable, une détecteur de fuites renifleur offre la solution la plus rentable.
2. Dimensions physiques et résistance à la pression
Les réservoirs ou tuyaux de grande taille qui ne supportent pas le vide doivent être testés par la méthode de détection olfactive. À l'inverse, les petites pièces délicates comme les capteurs ou les boîtiers électroniques sont parfaitement adaptées aux tests de pulvérisation sous vide.
3. Débit de production
La méthode de pulvérisation peut être entièrement automatisée. Les composants peuvent être chargés dans une chambre, testés et triés (conformes/non conformes) sans intervention humaine. Le contrôle par odeur est souvent plus lent et plus difficile à automatiser pour les géométries 3D complexes, bien que le contrôle par odeur robotisé gagne du terrain dans le secteur automobile.
Applications industrielles : scénarios concrets
Industrie automobile (batteries et systèmes d'alimentation pour véhicules électriques)
Dans la production des plateaux de batteries pour véhicules électriques, l'intégrité structurelle est primordiale. De nombreux fabricants utilisent test d'étanchéité par pulvérisation pour la validation initiale du scellage hermétique du plateau, suivie d'une détecteur de fuites renifleur pour localiser des défauts spécifiques si le test intégral échoue.
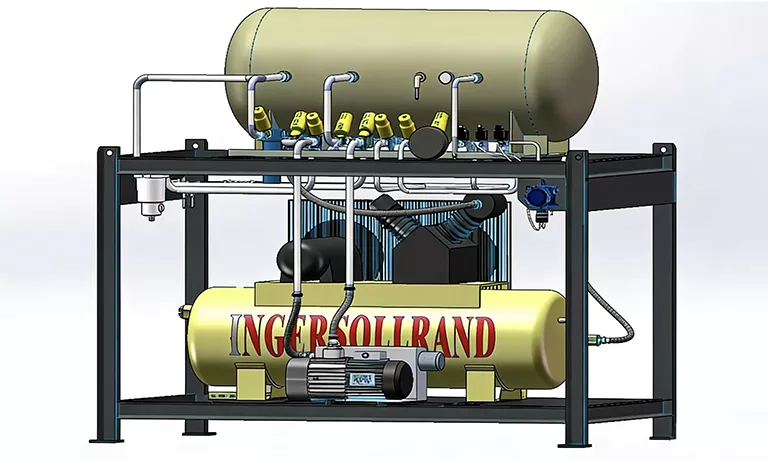
CVC et réfrigération
Pour prévenir les fuites de fluides frigorigènes nocifs, les serpentins et les compresseurs sont souvent mis sous pression à l'hélium. Les opérateurs utilisent des sondes de détection pour contrôler les joints et les points de brasage, garantissant ainsi la longévité du système de refroidissement.
Fabrication de semi-conducteurs
Dans les chambres de traitement sous vide, même une fuite infime peut compromettre un lot de plaquettes. La méthode de pulvérisation est utilisée lors de l'assemblage de ces chambres afin de garantir le maintien d'un environnement ultra-vide.
Optimisez votre investissement avec Gadro Detection
Choisir la bonne méthode ne représente que la moitié du travail ; choisir le bon matériel en est l'autre moitié. Détection Gadro propose une gamme de hautes performances détecteurs de fuites de gaz hélium conçu pour une utilisation par inhalation et par pulvérisation.
Nos unités comprennent :
- Démarrage et temps de réponse rapidesCommencez à travailler en quelques minutes, et non en quelques heures.
- Interfaces convivialesRéduisez les erreurs de l'opérateur grâce à des écrans tactiles intuitifs.
- Technologie de spectromètre de masse robustePerformances fiables même dans des environnements industriels exigeants.
En intégrant la technologie de Gadro, vous garantissez que votre ligne de production reste conforme aux normes internationales tout en minimisant les temps d'arrêt causés par des composants défectueux.



Conclusion
Le choix entre l'inhalation et la pulvérisation dépend de votre « taux de fuite acceptable ». Si vous devez localiser une fuite sur un objet volumineux sous pression, choisissez la méthode de pulvérisation. détecteur de fuites renifleurSi vous devez prouver la précision d'un composant selon les normes les plus strictes, choisissez test d'étanchéité par pulvérisation.
Quelle que soit la méthode, l'hélium demeure votre atout le plus précieux. En comprenant ces distinctions techniques, vous optimiserez votre processus de contrôle qualité, préserverez la réputation de votre marque et garantirez la sécurité de vos utilisateurs finaux.
FAQ
1. Un seul détecteur de fuites de gaz hélium peut-il effectuer à la fois la détection par inhalation et par pulvérisation ?
Oui. La plupart des modernes détecteurs de fuites de gaz héliumLes appareils comme ceux proposés par Gadro sont polyvalents. Il est possible de passer du mode aspiration (pour la pulvérisation) au mode détection en modifiant la configuration de l'entrée et en utilisant une sonde de détection. Il est toutefois essentiel de vérifier que le logiciel de l'appareil est correctement calibré pour les débits spécifiques à chaque méthode.
2. Pourquoi utilise-t-on de l'hélium plutôt que de l'air comprimé pour les tests d'étanchéité ?
L'air comprimé, ou « test à bulles », n'est sensible qu'à environ 10⁻³ mbar·l/s. Les atomes d'hélium sont beaucoup plus petits et peuvent s'échapper par des voies microscopiques inaccessibles à l'air. De plus, le spectromètre de masse dans un détecteur de fuites de gaz hélium Il ignore tous les autres gaz, fournissant un signal clair et sans ambiguïté qui n'est pas perturbé par l'humidité ou les variations de température.
3. À quelle fréquence dois-je calibrer mon détecteur de fuites ?
Dans un environnement de production à haut volume, l'étalonnage doit être effectué au début de chaque poste. Des facteurs environnementaux tels que la température et le niveau d'hélium ambiant peuvent modifier la valeur de référence. L'utilisation d'un « étalon de fuite étalonné » (une petite bouteille présentant un débit de fuite constant et connu) est la méthode standard du secteur pour garantir votre étalonnage. détecteur de fuites renifleur reste exact.